




前々回、過給エンジンのミラーサイクルやポンプ仕事について、理論的側面から簡単に解説しました。また、これまでに、2ストロークエンジンや4ストロークエンジンでのたくさんの種類のサイクルと損失や実際のサイクルについて、解説してきました。概ねサイクルの考えをご理解頂けたかと思いますが、今回は最後に、過給機付き4ストロークエンジンでのミラーサイクルをベースとした様々な損失や、シリンダ内でガスが実際にする仕事について、簡単にわかりやすく解説します。過給エンジンでの実際計測した時の形に近付いてきたと思いますので、非常に実用的になっていると思います。
時間損失
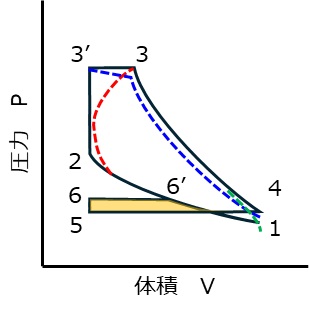
過給エンジンも4ストや2ストエンジンと同様に、シリンダ内の燃焼は、時間遅れがあるため、サイクル通りに等容・等圧の変化が起こらないです。下の図の赤線のような形で、少し早めに燃焼を開始し、上死点の圧縮圧付近が丸くなり、Pmax(燃焼最高圧)の発生位置が遅れ、かつ、Pmaxが低くなります。
冷却損失
こちらについても、過給エンジンも4ストや2ストエンジンと同様に、シリンダ壁を冷却しているため、膨張行程の間にシリンダ壁から冷却水へ熱損失が発生します。上の図の青線のような形で、膨張行程中の圧力が一定量減少します。
排気損失
過給エンジンも4ストエンジンと同様に、膨張行程の終わりに、燃焼ガスを効率良く排出させるために、下死点よりも少し前に排気弁を開き始めて燃焼ガス(排ガス)を排出させ始める必要があります。上の図の緑線のような形で、下死点での排気行程の等容変化が丸くなります。
ポンプ仕事
過給エンジンではこの点が最も異なります。この排気・吸気行程が損失ではなくて正の仕事になります。排気行程でピストンが排ガスを押し出す負の仕事と、吸気行程でピストンが給気によって押し下げられる正の仕事を合計すると、ポンプ仕事で正の仕事になります。上の図で黄色の四角で覆っている部分がポンプ仕事になります。
実際のサイクル
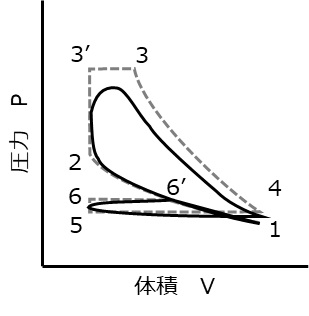
以上の損失や仕事を考慮して、実際のPV線図の計測結果の軌跡を描くと、下図の黒線のように、全体的に丸くなった形になり、排気・吸気行程のポンプ仕事のところも丸くなります。本来はもっと脈動している波形にはなります。
ポンプ仕事を大きく取れるようになると(裏サイクル良くなるとも表現します)、燃焼仕事が少なくても同じ仕事ができますので、熱効率が良くなります。
実際のサイクルは計測によって得ることができますので、エンジンの性能を評価する際には、理論サイクルに対して、どの程度の差がどの場所で生じているのかを確認することで、どのような損失に対しての対策を施すことが有効なのかを知ることができます。また、過給エンジンではポンプ仕事をどれくらい大きく取れているかという評価も大事になります。
まとめ
エンジンのサイクル論としては、今回で完結にしようと思います。もし理解が不完全な場合は、何度も読み直して頂けると理解が深まるはずです。もし、質問などがありましたら、お問合せまでお願いします。要望あれば、追加の解説もします。



コメント